
Catalytic Cracking Unit
Email: info@smallrefinery.com
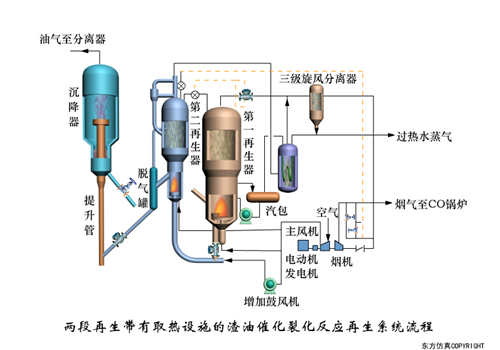
The catalytic cracking process was produced in the 1940s and is a process for lightening heavy oil in refineries to increase the depth of crude oil processing. The development of catalytic cracking technology closely depends on the development of catalysts. With microsphere catalysts, fluidized bed catalytic cracking units appeared; the emergence of molecular sieve catalysts led to the development of riser catalytic cracking. The selection of suitable catalysts is effective for the catalytic cracking process. Product yield, product quality and economic benefits have a significant impact. The catalytic cracking unit usually consists of three parts, namely the reaction-regeneration system, fractionation system and absorption stabilization system. Among them, the reaction-regeneration system is the core of the whole device, and macromolecular hydrocarbons are cracked and condensed under the action of heat. Using synthetic aluminum silicate catalyst: one is amorphous aluminum silicate type, the other is zeolite type. Usually fixed-bed catalytic cracking uses low activity. It is one of the main methods of secondary processing of petroleum. Under the action of high temperature and catalyst, heavy oil will undergo a cracking reaction and transform into cracked gas, gasoline and diesel. The main reactions include decomposition, isomerization, hydrogen transfer, aromatization, condensation, coke formation and so on. Compared with thermal cracking, its light oil yield is high, gasoline octane number is high, diesel oil has better stability, and by-produces olefin-rich liquefied petroleum gas. In recent years, molecular sieve cracking catalysts have used silica sol or aluminum sol and other binders to bond molecular sieve and kaolin together to form a new generation of high-density, high-strength semi-synthetic molecular sieve catalyst. The molecular sieve used is excluding rare earth-y molecular sieve. , There are ultra-stable hydrogen-y molecular sieves and so on. The reaction is carried out in a tubular reactor, which is called riser catalytic cracking. The reaction mechanism is different from the thermal cracking based on the free radical reaction mechanism. Catalytic cracking is based on the carbocation mechanism. The catalyst promotes the cracking, isomerization and aromatization reactions. The cracked product has higher economic value than thermal cracking. , The gas contains more C3 and C4, and more isomers; gasoline contains more iso-hydrocarbons, very few diolefins, and more aromatics. The main reactions include: ①decomposition, turning heavy hydrocarbons into light hydrocarbons; ②isomerization; ③hydrogen transfer; ④aromatization; ⑤condensation reaction, coke formation reaction. Isomerization and aromatization convert low-octane straight-chain hydrocarbons into high-octane iso-hydrocarbons and aromatic hydrocarbons. The process flow of catalytic cracking mainly includes three parts: ① feedstock oil catalytic cracking; ② catalyst regeneration; ③ product separation. The raw material is sprayed into the lower part of the riser reactor, where it is mixed with the high-temperature catalyst, gasified and reacted. The reaction temperature is 480~530℃, and the pressure is 0.14~0.2MPa (gauge pressure). The reacted oil gas and catalyst are separated in the settler and cyclone separator (referred to as the cyclone separator), and then enter the fractionation tower to separate gasoline, diesel and heavy oil for refining. After the cracked gas is compressed, it goes to the gas separation system. The coked catalyst is recycled in the regenerator after the coke is burned with air, and the regeneration temperature is 600~730℃. After the heat exchange, the raw material of the reaction part is mixed with the refining oil and enters the riser through the symmetrically distributed material nozzle, and is injected into the fuel oil for heating. During the rising process, it begins to react and decompose under the action of high temperature and catalyst, and enters the air stripping section of the lower section of the settler. After the stripping steam is lifted into the upper stage of the settler for reaction and decomposition, the mixture of reacted oil and gas and catalyst enters the cyclone separator (generally multiple groups) on the top of the settler. After two-stage separation, the oil and gas enter the gas collection chamber and are transported to the oil and gas pipeline. Fractionation is carried out at the bottom of the fractionation tower, and the separated catalyst is discharged from the wing valve at the bottom of the cyclone, reaches the bottom of the settler, and enters the coking tank at the bottom of the regenerator through the standby inclined tube. In the regeneration part of the regenerator stage, the catalyst has to be regenerated due to the adhesion of oil coke on the surface during the reaction process, so it must be regenerated. First, the main fan sends the compressed air into the auxiliary combustion chamber for high-temperature heating, and distributes it through the main air through the auxiliary flue. The pipe enters the bottom of the coke tank of the regenerator, the catalyst coming from the reactor is heated up under the action of high temperature and large flow of main wind, and at the same time, fuel is injected through the fuel nozzles distributed on the wall to adjust the reaction temperature, so that the oil coke attached to the surface of the catalyst It burns and decomposes into flue gas at high temperature. The mixture of flue gas and catalyst continues to rise and enters the regenerator to continue the reaction. The catalyst that has not fully reacted with the oil coke will re-enter the coke-burning tank through the circulating inclined pipe and be processed again. Finally, the flue gas and the treated catalyst enter the cyclone separator on the top of the regenerator for gas-solid separation. The flue gas enters the gas collection chamber and merges and is discharged into the flue. The catalyst enters the regeneration inclined pipe and is sent to the riser. The main component of the catalyst is aluminum silicate, and the acidic active center (see solid acid catalyst) plays a catalytic role. Moving bed catalytic cracking adopts 5mm small spherical catalyst of aluminum silicate tube. In the early stage of fluidized bed catalytic cracking, powdered catalysts were used, which had poor activity, stability and fluidization performance. Since the 1940s, microspherical (40~80μm) silico-alumina catalysts have been developed, and the preparation process has been improved. In the early 70s, the X-type molecular sieve silico-alumina microsphere catalysts containing rare earth elements with high activity have been developed. Since the 1970s, Y-type molecular sieve microsphere catalysts with higher activity have been developed (see Petroleum Refining Catalysts). When using molecular sieve catalysts, in order to make the refinery product program flexible, the operating conditions can be changed according to market needs to obtain the maximum amount of gasoline, diesel or liquefied gas.
Email: info@smallrefinery.com